



数控高速角钢钻技术参数:
加工角钢范围:140×140×10~350×350×40mm;
*大钻孔能力:Φ26×35 (Q235/Q345/Q420)mm;
打号公称力:1000/1250kN;
*大角钢长度:12m;
准距加工范围:50-320mm;
每侧钻头数目:3种;
打号字头组数:4组;
字头尺寸:14×10x19mm;
数控轴数:9轴;
*大角钢送进速度:40m/min;
钻削主轴锥孔:BT40;
*大动力头滑板移动速度:10m/min;
*大动力头进给速度:5m/min;
钻孔主轴*大转速:6000r/min;
机器外形尺寸
(长×宽×高) :32×7.5×2.5m;
机床总功率:120kw;
净重:36000kg;
数控高速角钢钻产品特点:
1、济南硕超数控设备有限公司出品的JX3540F型数控高速角钢钻孔生产线所采用的数控系统,不仅在角钢纵向实现数控来保证钻孔的间距,而且在角钢的两翼也采用了数控,这样就实现了角钢两翼的多准距钻孔。
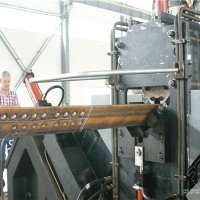
2、JX3540F型数控高速角钢钻孔生产线的钻孔单元两侧各布置三组数控钻削动力头,可装三种不同直径的钻头。钻削动力头采用两条直线滚动导轨副导向,AC伺服电机驱动,精密滚珠丝杠副传动,实现钻头进给。每侧三组动力头可整体数控移动,改变钻孔的准距。钻削主轴采用台湾精密主轴(内冷),具有碟簧弹性自动拉刀机构,液压缸松刀,更换刀柄方便。
3、主机采用立式箱型结构,机身由钢板焊接而成,焊后时效,去除焊接应力,整体结构经过三维建模、应力分析等数字化检验方法,确保刚性。经过多次改进之后,各处结构刚性做了加强,精度的稳定性更好。
4、钻削动力头进给方向及准距方向各采用两条直线滚动导轨副导向,AC伺服电机驱动,精密滚珠丝杠副传动,实现钻头进给及准距调节。由于本机型溜板重量大,而受结构限制,承重结构只能是开式C型,所以长时间使用很难保证不发生变形,硕超数控公司*新改进的准距方向导轨采用滚柱式大预紧力直线导轨,可以在很大程度上改*承载能力,加强刚性,限制由于过大的重量导致的精度不稳定情况出现。
5、由于驱动的溜板重量大,硕超数控设备公司将芯距驱动电机由原来的2.0KW改进为4.0KW,使拖动力加大,电机负载率小,延长电机的使用寿命并保证运行的可靠性和稳定性。
6、采用硕超数控*新自主研发的计算机控制软件,功能齐全,方便编程和管理以及故障诊断。
7、JX3540F型数控角钢联合生产线实现了多品种、多孔径的钻孔。可满足各类铁塔所需的翼边宽度小于250mm角钢的加工工艺要求,与传统手工角钢加工工艺相比较,使用数控铁塔加工设备后可大大减轻工人劳动强度,缩短辅助工作时间,提高整体工作效率和加工精度。
8、控制软件随时监控机器运行,出现故障时,屏幕上会显示出详细的故障原因及处理方法,使故障诊断和设备维修更加方便快捷,大大节省维修停机时间。
9、实现生产设备与ERP联网要求,提高了设备的运行效率,加强了设备的管控能力,并且可以根据用户工厂的管理现状要求增减不同功能。
济南硕超数控,多款多规格数控角钢钻孔生产线供您选择,1年免费售后,非标定制。如果您对以上JX3540F型数控高速角钢钻孔生产线感兴趣或有疑问,可以到“济南硕超数控”实地考察了解产品详情,济南欢迎您,硕超数控恭候您。