J
144碱基单元
聚合物分子链可能有最小的重复单元。
注:聚合物的基本单位与链节相同,但也有一些区别。例如,聚乙烯的基本单位是-CH2-,而链节是-CH2-CH2
145。挤出
是一种通过在挤出机中加热和加压使材料以流动状态连续通过模具的方法。
146挤出产量
单位时间内挤出机挤出的最大物料量,通常以千克/小时表示。
147挤出机
挤出成型机。它由挤出装置、传动机构和加热冷却系统组成。
148挤出速率
在一定条件下由挤出机头挤出的挤出物的重量(kg/h)或长度(M/min)引起绝缘材料绝缘损伤所需的电压
149单位时间由挤出机头挤出的挤出物的击穿电压
。
150拉挤成型
一种将浸渍有树脂的连续纤维挤出并固化成增强塑料制品的方法。
151模具
是挤出机的成型部分,主要包括颈部、筛板、滤网、分流梭、模具等。
152型机械发泡塑料
通过机械搅拌,将混合气体送入混合物中形成泡沫塑料。
153 A阶段
某些热固性树脂制备的早期阶段。在这一阶段,树脂可以熔融并溶于某些溶剂(如乙醇、丙酮等)。
154加成聚合
:一种化学反应,在这种反应中,不释放水或其他低分子副产品,并且所得聚合物的元素组成与原始单体相同。
155加合物
由添加剂聚合物
制成的聚合物
156是指将材料添加到成型设备的适当部分(料斗、进料室、成型腔)的操作。
157送料盘
是用于多模腔模压制的多槽定容送料装置。该装置由底部可移动的多栅板组成。拉动活动底时,模塑料可同时落入各模腔中。
158装料系统(模具中)
从注塑机喷嘴或转移成型工具进料室到模具浇口的路径。
不推荐:进给系统。
159间规聚合物
。主链上不对称原子(通常是碳原子)的两种构型交替排列。
注:如果主链被拉伸,使得主链的碳原子排列在主平面上,则相同的取代基在主平面的两侧交替排列。
160剪切强度
材料在剪切应力下断裂时的最大应力,单位为kgf/cm2[PA]。
161剪切应力
作用于给定平面或其组件切线方向的应力。
162降解
由气候、热、光、氧、辐射等引起的大分子链断裂或化学结构有害变化的反应。
163减速合模
模具即将关闭时降低合模速度的操作。
164粘合
用粘合剂将相同或不同的固体表面粘合成一个整体的方法。
165浇口(在注射和转移模具中)
在注射和转移成型模具中,熔融材料通过分流通道注入型腔的狭窄通道。
166交联
线性聚合物。
167交联剂
是一种能在聚合物主链之间形成化学键的物质。
168交联聚合物
交联形成的聚合物。
169交叉层压板
在纹理或最大张力方向上垂直交叉的层压板。
170铸造
将液态树脂倒入模具中,在没有或稍微加压的情况下硬化成产品。
172接触模塑
一种制造增强塑料制品的方法,无压力或轻微加压(通常小于0.7 kgf/cm2,70×103[PA])。电容器
与电容器的相对电容率(a)相同。
注:在标准大气压下,空气的相对介电常数等于1.00053。因此,以空气为介质的电容实际上可以作为测定相对介电常数的参考,具有足够的精度。
174介电强度
测量材料抗电击穿的电阻。它表示为样品的击穿电压与样品厚度的比值。单位为kV/mm[v/M]
175介电损耗
介质以内部加热的形式置于交流电场中的能量损失(温升)。
176介质损耗角正弦
当正弦波电压施加到电介质上时,施加的电压与同一频率的电流之间的残余角δ的正切值为
Tanδ。在物料
上被堵塞
的现象。
178界面聚合
单体在两相界面的聚合。
两个单体分别在不混溶液相(通常为水相和有机相)界面上的缩聚反应。
180接枝共聚物
:聚合物主链的一些原子与主链化学结构不同的聚合物段的侧链连接的共聚物。
181浸渍
将
浸渍到多孔材料(纺织品、纸张、木材等)内部的方法。
注:涂层和涂层与浸渍不同。除了形成外层保护层外,只有少量或没有树脂渗入材料内部。
182缩颈
在拉伸应力作用下,材料可能会发生局部截面收缩。在
主链压缩试验
或其压缩试验
中发生缓慢变化的拉伸试验
。
注:通常是由二胺或二醇与二(或多)异氰酸酯加成聚合而成的聚合物。
185聚苯乙烯
是以苯乙烯为单体得到的聚合物。
186聚苯乙烯塑料
基于聚苯乙烯的塑料。从聚丙烯
聚合物
中获得丙烯(1875)聚合物。
188聚丙烯塑料
基于聚丙烯的塑料。
189聚丙烯酸酯塑料
基于丙烯酸树脂的塑料。
190聚丙烯酸酯树脂
是以丙烯酸酯为单体聚合或与其它不饱和化合物共聚而成的聚合物。
191聚(醋酸乙烯酯)
从醋酸乙烯酯(醋酸乙烯酯)作为单体获得的聚合物。
192聚丁烯
:由丁烯-1、丁烯-2或异丁烯或其混合物聚合或共聚而成的聚合物。
193聚丁烯塑料
基于聚丁烯的塑料。
194聚对苯二甲酸丁二醇酯
是由对苯二甲酸(或相应的酸酐或酯)与丁二醇1,4缩聚(或酯交换)制备的聚合物。
195聚对苯二甲酸乙二醇酯
通过对苯二甲酸(或酸酐或酯)和乙二醇缩聚(或酯交换)制备的聚合物。
196聚合(作用)
化学反应
197聚合度
组成聚合物分子的链段数。
注:聚合度可用作聚合物分子量的量度。聚合度也取决于聚合物分子基本单元的数量。
198聚合物
:聚合形成的具有重复链节的化合物。
199聚甲基丙烯酰胺
是以甲基丙烯酸甲酯为单一体系制备的聚合物。
200聚甲基丙烯酸甲酯塑料
是基于聚甲基丙烯酰胺的塑料。
201聚甲醛
链节是一种含氧亚甲基(CH2O-)的聚合物。
注:就结构而言,聚甲醛应该是最简单的聚醚。一般来说,聚甲醛有两种,均聚物和共聚物。均甲醛是由甲醛单独聚合或三甲醛开环聚合而成。甲醛的共聚反应主要是由三甲基甲醛与少量环氧化物和其它环氧化合物共聚而成。
202聚甲醛塑料
聚甲醛塑料。
203聚氯乙烯
聚合物与氯乙烯作为单一系统。
204 PVC塑料
基于PVC的塑料。
205聚醚
除了碳-碳键外,还具有醚键聚合物。
注:聚醚通常是一种含有端羟基的聚合物。
206橘皮
塑料制品有桔皮等外观缺陷。以偏氯乙烯(1,1-二氯乙烯)为单体,通过聚合反应合成了
207聚二氯乙烯
。
208聚四氟乙烯
是以四氟乙烯为单体聚合而成的聚合物。
209聚四氟乙烯塑料
是一种基于聚四氟乙烯的塑料。
210聚碳酸酯
主链含碳酸盐基的聚合物注:通常是由双酚a或其衍生物与光气或气体的衍生物进行酯交换反应而制备的聚合物。
211聚碳酸酯塑料
聚碳酸酯塑料。
212聚烯烃
由一种或多种烯烃聚合或共聚制备的聚合物。
213聚烯烃塑料
基于聚烯烃的塑料。
214聚酰胺
尼龙
尼龙
尼龙
尼龙
一种含酰胺基(-CONH-)的聚合物。
注:由二元酸和二胺缩聚、内酰胺开环聚合或氨基酸缩聚制备。
215聚酰胺塑料
基于聚酰胺的塑料。以乙烯为单体,聚合了
216聚乙烯
。
217聚乙烯醇
:通过部分或完全水解聚乙烯酯(通常为聚醋酸乙烯酯)制备的聚合物。
218聚乙烯醇乙醛
聚乙烯醇羟基与丁醛缩合物。
219聚乙烯醇缩甲醛
聚乙烯醇羟基与甲醛缩合制备的聚乙烯醇缩醛。
220聚乙烯醇缩醛
(1)由聚乙烯醇的羟基与醛缩合而成的聚合物;
(2)一般指聚乙烯醇与乙醛反应制备的聚乙烯醇缩醛。
221聚乙烯塑料
基于聚乙烯的塑料。
222聚酯
:主链中含有酯基的聚合物。它可分为饱和聚酯和不饱和聚酯。
注:聚合物通常由一种或多种多元酸(酸酐)与一种或多种醇缩合而成。
223聚酯塑料
基于聚酯的塑料。
224卷取机
用于缠绕通过挤压或压延而制成的成品(如薄膜、胶带、单丝、软管、包线等)的装置。
225卷层压管
是用浸渍树脂的增强材料,在拉力作用下缠绕在两个热压辊之间的芯模上,固化后取出芯模的管材。
226绝热挤出
一种与外界无热交换的挤出方法。
227绝缘电阻
是指绝缘材料的电阻。
注:将被测材料置于标准电极中,经过一定时间后,电极两端施加的电压与两电极间总电流之比即为绝缘电阻。
228均聚物
229均聚物
的聚合一种由重复段组成的聚合物。
K
230泡沫塑料
包含大多数彼此连接的泡沫。
231开裂
产品表面或内部在内应力、外部冲击或环境条件影响下出现的裂纹。
232开孔力
为了使产品脱模,成型机打开模具所需的力
233静电剂
可以防止或消除塑料表面的静电。
不推荐:抗静电剂
234防霉
塑料防霉。
235抗粘着剂
一种能防止塑料薄膜之间粘附的物质。
236糠醛树脂
由糠醛和其他化合物制备的呋喃树脂。
237抗氧剂
可防止聚合物材料因氧化而变质。
不推荐:氧化抑制剂
238可更换型腔模具
通过更换模制零件的一部分可以生产不同形状产品的模具。
239个孔隙(泡沫塑料)
在泡沫塑料中形成的空泡缺陷多于固有孔隙。
240(注塑机)空闲周期时间
注塑机在没有进料的情况下进行一个怠速循环所需的最短操作时间。
241模具(挤出中)
挤出机中使挤出物形成指定横截面形状的部件。
242模具压力
挤压过程中熔融材料在模具内表面产生的压力。
l
243拉伸强度
在拉伸试验中,试样断裂前的最大拉伸应力。结果以kgf/cm2[PA]表示。计算中使用的面积是试样在断裂部位的原始横截面积。
不推荐:拉伸强度
拉伸强度
244老化
塑料性能在暴露于自然或人工环境中时会随着时间的推移而恶化。
245冷轧辊挤压
将挤出的薄膜引入冷却辊以冷却和提高光泽的一种制膜方法。
246冷流道模具
247冷却定型模具
用于冷却的夹具,用于控制特殊零件的尺寸和形状。
不推荐:收缩块或收缩夹具
248冷热试验
,以调查快速加热和淬火引起的材料性能变化。
249冷压成型
是一种压缩成型。与普通的压缩成型不同,这种材料是在室温下加压成型的。脱模后,模制品可再次加热或化学作用固化。
250颗粒
预测的球形、圆柱形或其他形状的致密颗粒模塑化合物。
251模具膨胀
在挤出过程中,由于弹性回复,挤出物离开模具后的截面尺寸大于模具的横截面尺寸。
不推荐:巴鲁斯效应。
252立体重复链
在聚合物分子主链的所有立体异构位置上都有一个固定的构型重复链。
253离心铸造
通过离心力形成管状或空心管状产品的方法。将定量液体树脂或树脂分散液置于旋转(即模具)中,绕单轴高速旋转。此时,投入的材料受离心力的作用,分布在模具壁面附近。在旋转的同时,对放入的物料进行加热等方面的老化处理,然后根据需要冷却或不冷却即可得到产品。成型增强塑料制品时,可同时添加增强填料。
注:此方法不应与旋转铸造相混淆,旋转铸造借助于材料重力分布在模具壁上。
254离子聚合(作用)
聚合通常按照离子反应过程在离子引发剂的作用下进行。根据离子电荷的不同,有两种
255离子引发剂
255,可以引发单体分子形成正离子基团或负离子基团进行聚合反应。
256漏斗
安装在成型机上用于进料的漏斗形容器。
257链长
聚合物分子主链的实际长度。
注:链长是沿着聚合物分子链的原子距离的总长度,而不是分子两端之间的线性距离。
258连杆式合模装置
成型机中用于完成模具打开和关闭并对模具施加压力的机械装置。该装置由肘节连杆组成,一般由油压驱动。
259链节
聚合物分子链包含与真实单体或假想单体具有相同类型和原子数的重复单元。
260亮点
彩色或不透明热塑性塑料板、薄膜或模塑制品中未完全塑化的颗粒,在光线下观察时,似乎是无色透明斑点。
261流延
是一种制备薄膜的方法。在制造过程中,液体树脂、树脂溶液或分散液首先在移动载体(通常是金属带)上流动,然后用适当的方法老化,最后从载体上剥离薄膜。
262流延胶片
通过流延制备的胶片。
263蠕滑杆
是指在挤出机或注塑机的筒体内可以旋转的具有蠕变槽的金属杆。它和筒体一起构成一个挤压部分。其主要功能是完成物料的压缩、输送、混合和塑化。
264蠕杆挤压
利用蜗杆杆在材料上旋转产生的压力来挤压挤压模具的挤压方法。
265卤代烃塑料
基于由卤代烯烃单体聚合或与其他单体共聚制备的聚合物的塑料。
266氯化聚氯乙烯
由聚氯乙烯氯化制备的改性聚氯乙烯(PVC)。
注:塑料用氯化聚氯乙烯的氯含量一般为64XXXXXXXXXXXX 67%
267。产品表面没有树脂覆盖是增强塑料的一个缺陷。
268氯乙烯树脂
是由氯乙烯或氯乙烯与一种或多种其他不饱和化合物聚合而成的聚合物。
m
269.点蚀
塑料制品表面的一个小坑,通常深度和宽度大致相同。
270.马丁耐热试验
评估材料高温变形趋势的试验方法。在加热炉中,试样受到一定的弯曲应力,并以一定的速率加热。加热样品自由端以产生特定偏转的温度称为马丁温度。
271.脉冲焊接
将要焊接的塑料板或薄膜压在两个发热元件之间,施加强电使发热体在很短的时间内产生强烈的热能脉冲,然后冷却。此时,焊接表面在加热和压力下熔化。
272.模板标记
与原平面模具的表面伤痕相对应的压制塑料薄板或板材表面的标记。
273.摩擦焊接
将两个待对接的热塑性塑料制品的待接合表面相互接触并旋转,从而通过摩擦连续产生热量,使接合面受热熔化,从而在压力下形成一个整体的焊接方法。
274.磨损
两个固体相互接触的摩擦会导致材料表面的损耗。
注:磨损可分为滑动磨损、滚动磨损和冲击磨损。
275模具
在成型过程中用来形成塑料形状的零件组合。
276.模具标记
由于模具型腔表面的疤痕,产品表面有相应的标记。
277型腔
在模具中形成塑料制品的空间。
278.模塑
通过模具或模具
279.模塑化合物
树脂或模塑混合物
280.成型时间
(1)热固性塑料成型,在压力下(通常同时加热)塑性材料的过程,从模具完全关闭到压力释放的时间。(2) 在注射成型中,它是指从熔融材料注入模具到填充结束的时间。
281.成型温度
成型过程中使热塑性塑料塑化或成熟所需的温度。
282.成型压力
施加在迫使模塑化合物完全填满模具型腔的必要压力。作用于进料室(传递模塑)或筒(注射)中模塑化合物单位截面上的力,或垂直于压力方向作用在单位截面(压制)上的力表示为(kgf/cm2[PA])。
283成型周期
完成一次成型所需的所有操作(包括进料、加热、硬化或固化、脱模等)。有时它指的是这些操作所需时间的总和。
284.模套
用于夹紧母模或公模的模具结构部分。所有模具均应考虑公模或母模(注:所有模具均为母模或母模)。
不推荐:模具环箍。
285模制零件
模制塑料零件。
286.模座
支撑型芯和挤出模具的模具部件。
287木质素树脂
由木质素或木质素与其他化合物或树脂反应制得的树脂。
288.木质素塑料
基于木质素树脂的塑料
各种塑料术语及相关定义(2)
上一篇:塑料的定义和分类
下一篇:各种塑料术语及相关定
“如果发现本网站发布的资讯影响到您的版权,可以联系本站!同时欢迎来本站投稿!
本周热门资讯排行
最新资讯
-
Array
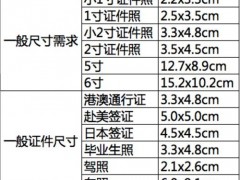 2寸证件照尺寸 二寸
2寸证件照尺寸 二寸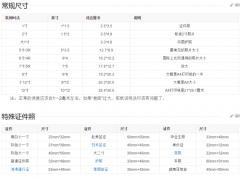 一寸照片的尺寸是多
一寸照片的尺寸是多 非典为什么突然消失
非典为什么突然消失