Q
328粉状
塑料制品表面缺陷类似粉笔或白色粉末材料。
329(老化)塑料在室外暴露时间越长,性能越差。
330结晶
塑料制品的表面有许多类似的微晶点,这些微晶点散射光线,使表面失去光泽。
331泡罩(凸)
塑料制品表面有明显的凸泡缺陷。
332结霜
添加剂从塑料制品的内部和外部移动到产品表面,形成云状或白色粉末状物质缺陷。
333气动热成型
一种二次成型方法,通过压缩空气或蒸汽压力,加热的薄板被迫紧贴模具表面。
334嵌段共聚物镶嵌共聚物
是由具有不同化学结构的短而不同的聚合物链段交替形成的线性共聚物。有两种类型的交替段,即规则交替段和随机交替段。
335.在热固性树脂或塑料的固化过程中,由于老化时间和/或温度不够,未达到必要的交联度,导致产品性能较差。
336.插入
一种物体,如嵌入塑料制品并形成其一部分的金属。
337.插入销
成型过程中用于定位镶块的销。
338.迁移
塑料的某些部分转移到与其接触的材料上。
339.从挤出机、压延机或涂布机上拉拔产品(挤出物、压延机、涂料等)的装置。
340.铸入
将要嵌入的物体放入模具中,注入液体,如单体、预聚物或聚合物,然后聚合或成熟(硬化)脱模。这是一种将物体封装在聚合物中的方法。
341.翘曲
塑料制品成型或加工后的变形。
342.槽口
中空吹塑模具闭合面上模腔周围的凸缘,用于在合模过程中密封初型并切断多余的毛坯。
343.造粒机
通常是指将条状或薄片切成颗粒的机器。
344.纵切机
:将连续的、宽的胶片或片材纵向切割成若干条(或多条)的装置。
345清洗机
如果在挤出或注塑过程中材料发生变化,则将随后使用的材料或另一种可混溶的清洁材料带入机器中,以去除桶内残留的旧材料。
346屈服点
在应力-应变试验中,应力-应变曲线上应力不随应变增加的第一个点。在屈服点,受力试件开始产生永久变形。试样上的应力可以是任何拉伸、压缩或剪切应力。
347屈服应力
应力-应变曲线上屈服点处的应力。
348全液压合模(锁紧)装置直压合模装置
在成型机中,该装置完全由液压操作,无需借助其机械结构就可以打开、关闭和锁定模具。因为合模缸直接与移动模板相连,油缸的压力直接作用于模具上。
349.缺口敏感性
由于表面不均匀性,如缺口、横截面突变、裂纹和划痕,材料对损伤的敏感性增加。
注:一般来说,塑料材料的缺口敏感性较低,而脆性材料的缺口敏感性较高。
350.缺口效应
对带有孔和缺口的塑料制品施加外力,使其容易发生应力集中和失效。
r
351.燃烧鉴别试验
鉴别塑料的简单试验方法是将塑料靠近火焰,从其是否有软化、火焰特性、火焰颜色、燃烧难易程度、自熄性、气味、石蕊试纸反应等方面鉴别常见类别,等
352.热变形温度
一种测量塑料耐热性的方法。将塑料样品浸入适当的传热介质中,并保持恒定的加热速率。在简支梁的静态弯曲载荷下,测量试样弯曲变形达到规定值时的温度,称为热变形温度
353.热泡沫塑料
一种由加热发泡部件形成气泡的泡沫塑料。
354.热固性树脂
:通过加热可以老化成不溶性物质的树脂。
355.热固性塑料
可通过加热或其他条件老化为不溶性材料的塑料。
356.热聚合(作用)
一种仅由热引发的自由基聚合。
357.热扩散系数
材料的热导率与其密度和定压比热的比率,单位为厘米2/s[m2/s]
358.热流道模具
热流道模具
359.热膨胀
物体受热时的线性尺寸或体积增加。
360.热气焊
一种焊接方法,用焊炬将热空气喷到不同热塑性塑料制品的接合面和焊条上,使其熔合为一体。
361热塑性塑料
在规定的温度范围内,可通过反复加热软化和冷却而硬化的塑料。
362热弹性
硬质塑料由于温度升高而表现出类似橡胶的弹性。
363高压釜成型
一种袋成型方法,其中蒸汽中的其他介质用于在高压釜中加热和压力固化。
364热重法TG
是在程序温度控制条件下,测定材料质量与时间或温度之间函数关系的方法。
365人工风化
塑料在暴露于人工气候条件下的性能随时间而恶化。
注:为了达到加速老化效果,实验室设备通常提供的暴露条件比实际室外条件强得多。该术语不包括暴露于特殊条件下,如臭氧、盐雾、工业气体等。
366熔合图案
焊接痕迹
由于两股材料流在注射或挤出过程中相遇时在界面处未完全熔合而形成的模制零件的线性痕迹。
367溶液粘合
用溶剂溶解塑料部件的表面并通过压力连接的方法。
368溶剂抛光
通过适当溶解或喷涂去除表面毛刺来提高热塑性塑料制品表面光洁度的方法。
369熔体指数
在一定温度和负荷下,熔体在10分钟内通过标准毛细管的质量值,用g/10分钟表示。
不推荐:熔融指数。
370熔体粘度
塑料或树脂熔体粘度
371.熔体破裂,
挤出物表面不均匀或扭曲,导致分离或断裂。其原因是挤压过程中使用的剪切应力过高。因此,熔体各点的弹性应变不一致。因此,挤出物在弹性回复过程中会出现变形和断裂。溶液聚合(作用)
:单体溶解在溶剂中的聚合。
373.膨胀
:由于在液体或蒸汽中的简单吸收,固体尺寸增大的现象。
374.蠕变
恒定应力下材料应变随时间变化的现象。
注:不包括瞬时应变。
375.蠕变恢复
卸载载荷后变形随时间减少的试样部分。
376.瞬时蠕变恢复
在蠕变试验中,试样的变形从卸载的那一刻开始逐渐减小到蠕变恢复的开始。
注:由于在卸荷时几乎不可能读取变形值,所以记录的变形值是卸荷后规定时间内的再现值。在蠕变试验
之前的瞬时应变
下发生蠕变
。
378.乳状液
两种互不溶的液体的混合物,其中一种以微珠的形式分散在另一种液体中,但在塑料和其他行业,规定并不那么严格。分散相也可以是固体,但必须是胶体分散体。
379.乳液聚合(作用)
乳液体系中的聚合。
注:单体经乳化剂乳化,在水中适当搅拌。聚合物也可以直接使用。
380.将乳液
的软化点
以一定的载荷以某种形式施加在塑料试样上,并以规定的升温速率加热,直到试样的变形达到规定值。
382.软泡沫塑料
柔软,压缩硬度很小。消除应力后,能以较小的残余变形恢复原来的塑料泡沫。
383.软塑料
根据GB 1040-79《塑料拉伸试验方法》,拉伸弹性模量小于700kgf/cm2,约为70×106[PA]。根据GB 1039-79《塑料力学性能试验方法通则》的要求选择标准环境。
384.润滑剂,
减少表面之间摩擦和磨损的物质。
注:在塑料成型中,能增加材料流动性或改善成型件脱模效果的材料又称润滑剂,与树脂相容性差,在加工机械表面与树脂之间起润滑层作用,称为与树脂相容性好的内润滑剂降低树脂熔体粘度,提高流动性的树脂。
s
385.筛板
是安装在机头后端的多孔板。它的主要作用是使物料由旋转运动变为直线运动,增加背压,支撑滤网等,如果不加滤网,还可以过滤大颗粒杂质。
386.三板模具
注塑模具。分为固定模板、中间板和活动模板三部分。送料系统位于固定模板和中间板之间,模腔位于中间板和移动模板之间。
387.三聚氰胺甲醛树脂
:由三聚氰胺和甲醛缩聚制备的氨基树脂。
388.由三种不同的单体共聚而成的共聚物。
注:三元共聚物可以由三个单体同时聚合,也可以先聚合两个单体,再与第三个单体接枝。
390.色牢度
彩色塑料在与酸、碱、热、光、大气等接触时抗褪色的能力。在大多数情况下,它指的是耐光的能力。
391.镀金
通过电镀、真空沉积、喷涂等方法在塑料表面覆盖一层薄金属的操作。主压机
的上下压力由主压机
的活塞板施加。
393烧结
通过加热将粉末塑料制成的半成品熔合成一个整体的操作。但总的来说,它并没有融化。
394延伸率
试样在拉力作用下的长度增加量通常用原始长度的百分比表示。
395.样本
用于测试的单个或部分样本。
注:有些试验要求试样具有一定的尺寸和形状。
396.适用期
制备的粘合剂或活性树脂在规定条件下保持其可用性的最长时间。
397.固化
通过热、光、辐射或化学添加剂的作用使热固性树脂或塑料交联的过程。或促进固化剂(a)
(a)的固化反应。
399.固化时间
从加热、辐照或添加固化剂、引发剂、促进剂等到规定固化程度的时间。
不建议:固化时间。
400.手糊成型
一种制造增强塑料制品的方法。这种方法是在模具上涂上脱模剂,人工铺贴增加的材料,同时涂刷树脂,直到达到要求的厚度。然后通过时效脱模得到产品。
401.收缩(在泡沫塑料中)
,当泡沫结构不受损时,泡沫塑料的尺寸减小。
402.收缩包装
一种将物品装入保护性信封中的包装方法。在这种方法中,首先将物体放在预拉伸的薄膜袋中,然后通过加热使薄膜紧紧地围绕物体收缩,达到封装的目的。
403.收缩余量
在模具设计中,为了补偿产品在冷却过程中的收缩,特别增加了尺寸余量。
404树脂
加热时通常具有软化或熔融范围。软化后,在外力作用下容易流动。它是一种室温下的固态、半固态或假固态聚合物。有时它可以是液体聚合物。在塑料工作粉中,广义地说,它是指任何聚合物作为塑料基材。
405.树脂沉积
增强塑料的缺陷,是指在增强塑料产品的局部区域积聚明显过剩的树脂。
406.双模板
在压制或转移成型模具中,两个形状相同的活动板,用一个公模或母模装配。在成形过程中,两块板交替使用,以提高效率。
407.双轴拉伸
双轴拉伸
一种双轴拉伸过程,特别是在玻璃化转变温度以上,使热塑性薄膜或板中的分子重新定向。
408.水
:物质中含有的水,但不包括结晶水和连接水。通常用试样的原始重量或失水后试样的重量百分比表示。
409.水套
围绕着模具的轴环,以便冷却水可以在其中的通道中循环。
410.撕裂强度
具有特殊起点的试样撕裂时的最大载荷除以试样的原始厚度,单位为kgf/cm[n/M]。
411.塑化
通过加热和/或机械加工使热塑性塑料软化为均质塑料熔体的过程。
412塑料
是以树脂(有时由过程中的单体直接聚合)为主要成分的材料,一般含有添加剂,在加工过程中可以流动形成。
注:目前,塑料一词尚无确切定义。不包括弹性体、纤维、涂料、粘合剂。
413塑料成型加工
塑料成型加工是工程技术专业的总称。所涉及的内容是将塑料材料转化为塑料制品的过程和工程。将塑料材料改为塑料制品是为了增加其使用价值。在转化过程中,经常会发生以下一种或多种情况:化学变化、流动和物理性质的变化。
414塑料单丝
无限长的单丝。
415.塑料管
是用塑料制成一定长度的空心圆柱形产品,其厚径比一般很小。
416
材料在应力作用下的永久变形特性。
417.酸值
树脂、增塑剂和溶剂中游离酸含量的测量。以毫克氢氧化钾(或钠)表示,用以中和1克物质中的游离酸。
418损耗指数
介质材料的损耗指数等于介电损耗正切(XXXXXXXX)和(相对)介电常数的乘积。
419收缩标记
由于模具中的收缩而导致塑料零件的局部表面下沉。
420.缩聚
在聚合物
形成过程中,水或其他简单分子被释放的聚合
421.通过缩聚制备的聚合物
422模具锁紧环
被注入或转移到用于锁定花瓣模具或活动芯模的成型模具的一部分。其作用是防止材料压力对模具运动部件造成位移。
不推荐:锁紧楔、锁紧楔。
423.缩醛塑料
基于主链为缩醛或缩醛的聚合物的塑料。
各种塑料术语及相关定义(4)
上一篇:各种塑料术语及相关定
下一篇:各种塑料术语及相关定
“如果发现本网站发布的资讯影响到您的版权,可以联系本站!同时欢迎来本站投稿!
本周热门资讯排行
最新资讯
-
Array
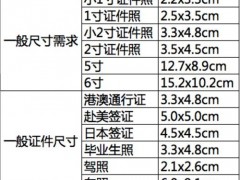 2寸证件照尺寸 二寸
2寸证件照尺寸 二寸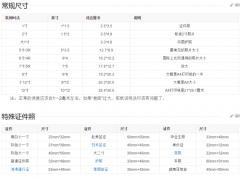 一寸照片的尺寸是多
一寸照片的尺寸是多 非典为什么突然消失
非典为什么突然消失