注塑模具工艺条件
干燥处理:PC材料具有吸湿性,所以加工前的干燥非常重要。建议干燥条件为100C-200C,3-4h,加工前的湿度必须小于0.02%。
熔化温度:260~340c。模具温度:70~120c。注
注射压力:尽量使用高注射压力。
注射速度:对于较小的浇口使用低速注射,对于其他类型的浇口使用高速注射。电气和商业设备(计算机部件、连接器等)、电器(食品加工机械、冰箱抽屉等)、运输行业(车辆前后灯、仪表板等)的典型用途。
注塑模具工艺条件
干燥处理:PC材料具有吸湿性,所以加工前的干燥非常重要。建议干燥条件为100C-200C,3-4h,加工前的湿度必须小于0.02%。
熔化温度:260~340c。模具温度:70~120c。注
注射压力:尽量使用高注射压力。
注射速度:对于较小的浇口使用低速注射,对于其他类型的浇口使用高速注射。电气和商业设备(计算机部件、连接器等)、电器(食品加工机械、冰箱抽屉等)、运输行业(车辆前后灯、仪表板等)的典型用途。
“如果发现本网站发布的资讯影响到您的版权,可以联系本站!同时欢迎来本站投稿!
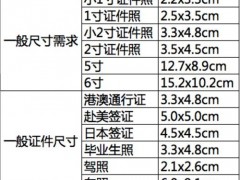 2寸证件照尺寸 二寸
2寸证件照尺寸 二寸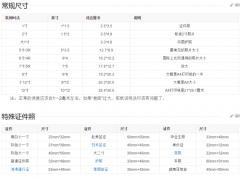 一寸照片的尺寸是多
一寸照片的尺寸是多 非典为什么突然消失
非典为什么突然消失