PE-LD低密度聚乙烯的理化性能商品化PE-LD材料的密度为0.91~0.94g/cm3。PE-LD对气体和水蒸气具有渗透性。PE-LD的热膨胀系数很高,不适合加工长期产品。当密度在0.91~0.925g/cm3之间时,收缩率在2%~5%之间;密度在0.926~0.94g/cm3之间,收缩率在1.5%~4%之间。目前,实际收缩率还取决于注塑成型工艺参数。PE-LD在室温下能抵抗多种溶剂,但芳香族和氯化溶剂能使其膨胀。与PE-HD类似,PE-LD容量{todayhot}易发生环境应力开裂。
注塑模具工艺条件
干燥:一般不需要熔化温度:180~280C
模具温度:20~40C为了达到均匀冷却和更经济的散热,建议冷却腔的直径至少应为8mm,并且冷却腔到模具表面的距离不应超过冷却腔直径的1.5倍。
喷射压力:高达1500巴。保持压力:高达750巴。注射速度:建议注射速度快。可以使用各种流道类型(
和
)。PE-LD特别适用于热流道模具。(聚甲醛,
,化学性质等)(POM)。
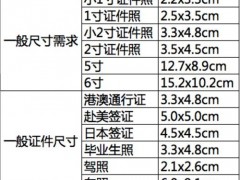 2寸证件照尺寸 二寸
2寸证件照尺寸 二寸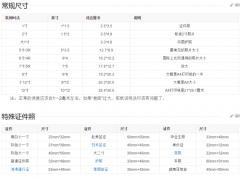 一寸照片的尺寸是多
一寸照片的尺寸是多 非典为什么突然消失
非典为什么突然消失