常见故障:
1.不能挂档,常见原因是变速箱拨叉松动或变形;传动轴上的定位槽和定位销磨损,表面出现不规则台阶,变速时卡住;变速箱变形;锁紧连杆松动或调整不当;锁紧轴限位螺钉松动等。当然,当离合器未完全分离,小制动器失灵时,也会导致齿轮无法啮合。
2.自动换档的常见原因是:齿轮端面磨损过大,使齿轮啮合面过短,磨碎齿体产生轴向力,导致脱档;定位销断裂,定位钢球失效,这是振动引起的;磨损拨叉、拨叉槽的松动和拨叉的松动使滑动齿轮轴向移动,使齿轮轴向移动。
3.换档不顺的常见原因:定位销、定位钢球弹簧失效或断裂;换挡杆头和齿轮轴过度磨损;定位导板过度磨损等。如果{今日热点}
4.在使用中有噪音,齿轮箱中更换或修理的齿轮齿侧间隙过小,或齿轮在长期运行中磨损,使齿隙过大,啮合不良会产生噪声。此外,滚动轴承或隔离环的磨损以及齿轮箱中缺少润滑油都会使齿轮箱在运行过程中产生异常噪音。
齿轮修理:
1.换向齿轮单侧磨损后,在结构允许的情况下,可改变位置或转动180度。例如东方红-75拖拉机主减速器齿轮结构对称,单侧磨损后可成对使用。
2.塔架齿轮由多个齿轮组成,每个齿轮的磨损程度不同。如果只有个别齿轮的齿磨损超过极限,则应采用更换齿圈的方法进行修理。其方法是先对需要修理的齿轮进行退火处理,将所有的轮齿卸下,然后制作一个环安装在该轮齿的拆卸处。为防止新齿圈松动,可沿齿圈与齿轮接合处的圆周点焊,或将圆周外钻的孔配对固定。采用{hottag}
3.镶嵌法,可对个别被击倒后的小载荷、低速齿轮进行局部修复。其方法是在机床上蚀刻或铣削燕尾槽,用一定的干涉量压入同一槽型的新齿坯,焊后整形。
4.堆焊方法:当个别轮齿脱落,或齿面和齿端磨损超过极限时,可根据损伤程度进行堆焊修复。焊接前用汽油或热碱水将齿轮表面的油污、铁锈等清除干净,露出金属光泽。焊接用焊条应尽量与齿轮材料相同或相似。为了消除内应力,修复后的齿轮必须在堆焊修复和机加工后进行回火,以恢复齿形。
壳体修理:
1.轴承座孔的修理当轴承座孔磨损过度时,可通过钻孔和插入套筒进行修复。HT20-40灰铸铁可作为镶嵌材料。插入套筒时,先加工套筒外径,将其压入轴承座孔,然后将套筒内径镗至标准尺寸。各轴孔镗后圆柱度偏差不大于0.03mm;两个同轴孔的共同中心轴线与加工面垂直度偏差为100mm,长度不大于0.05mm;各孔中心轴线在不同位置的平行度偏差轴的全长不得超过0.06mm。
2.修复齿轮箱壳体中的裂纹和穿孔。外壳的裂缝和穿孔可以通过修补、焊接或胶合来修复。修补补口板时,在裂纹或穿孔周围钻几个直径4.9mm的孔,敲打M6螺纹,找到一块厚度约3mm的铁板,在铁板的相应位置钻一个直径6.5mm的孔,然后在铁板与侧壁之间夹石棉垫后,用M6×1.0螺钉将铁板与壳体固定。焊补时,裂纹两端必须钻直径3.5mm的孔。沿裂纹开V形坡口后,用铜铁焊条或铸铁焊条冷焊。必要时用环氧树脂补口,补口时用环氧树脂补口。
变速箱常见故障及其零件的修理
上一篇:辨别轴承质量的常用方
下一篇:变速器第一轴后轴承损
“如果发现本网站发布的资讯影响到您的版权,可以联系本站!同时欢迎来本站投稿!
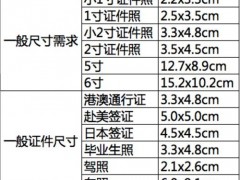 2寸证件照尺寸 二寸
2寸证件照尺寸 二寸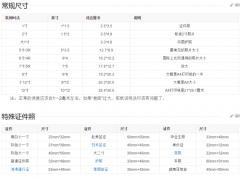 一寸照片的尺寸是多
一寸照片的尺寸是多 非典为什么突然消失
非典为什么突然消失