随着轻金属材料在汽车工业和航空工业中的日益广泛应用,对超硬刀具(如PCD刀具)的需求也在不断增长。但PCD刀具的磨削加工成本高、复杂、耗时长,制约了PCD刀具的推广应用。
PCD刀具是将PCD复合片的尖端焊接到硬质合金刀片或刀杆上而制成的。在制造这种刀具时,需要在不同的机床上加工PCD刀尖和硬质合金基体。硬质合金基体通常采用传统的磨削加工工艺,而PCD复合板则采用电火花线切割(WEDM)或{dayhot}EDM)加工。为了简化PCD刀具的加工工序,提高生产效率,研制了一种能在同一机床上磨削PCD、具有复杂几何和超光滑表面的PCBN刀具的多功能机床。这种新型机床高效、多功能加工的关键是优化和改进电火花加工电源,使操作者能够准确地控制电火花加工,避免损伤工件表面,提高表面质量。该加工系统的另一个特点是具有高灵敏度的探头、先进的控制软件和仿真软件,易于实现自动加工。
德国沃尔特公司开发了一种多功能机床,名为helitronic power+diamond。这种五轴联动机床不仅可以对硬质合金和高速钢基体进行传统的磨削加工,还可以对PCD复合材料进行放电磨削加工,而且易于在两种加工方法之间进行转换。由于机床的双重加工功能,硬质合金基体和PCD复合板可一次加工完成,为一些小型刀具制造企业进入PCD刀具市场提供了便利。机床具有足够的刚度,使机床的振动最小,并保证刀具与电极之间的放电间隔恒定。传统磨削与电火花磨削共用一套冷却液/绝缘液供给系统。
ewamatic是瑞士EWAG AG公司开发的多功能磨床。该机床可一次完成硬质合金基体的磨削和PCD复合材料的放电腐蚀加工。这种加工方法避免了PCD硬质合金刀具从一台机床到另一台机床的多次加载和卸载过程,从而减少了多次装夹造成的累积误差。电子万能磨床采用模块化设计。操作者可以利用砂轮的外圆弧和切向端面来切削等背角或不等后角的刀具。该机床的一个重要特点是采用星形磨头,该磨头配有6个独立的轴(最多可安装12个砂轮)。通过调整工作头,可以完成刀具外圆、切削角和刃口的磨削。该机可加工直径为0.1~35mm、的直齿或螺旋{hottag}齿的圆柱或圆锥PCD刀具。德国Vollmer-Werke maschinenfabrik GmbH通过对PCD刀具电火花加工技术的研究,开发出qwd755/760系列五轴卧式数控线切割机床。该系列机床可用于步进刀具、成形刀具等复杂形状刀具的连续线材成形。机床第五轴(e轴)上的电极丝水平安装,克服了传统电火花线切割机床电极丝垂直安装,加工工件轮廓困难的缺点。由于电极丝水平安装可以实现径向和轴向走丝,因此可以形成步进刀等复杂刀具的轮廓。在工件一次装夹时,旋转工作头(e轴和a轴)可以在大角度范围内进行切割。利用该软件可精确获得加工表面粗糙度控制软件123m。qwd760机床的刀具加工范围在中心线中心线和qwd755机床加工范围之间。该机床无尾座,适合加工长刀杆的PCD刀具。
2003年5月,德国雅各布LachDiamant分公司在汉诺威举行的Ligna展览会上推出了重新设计的dia轮廓电火花加工机床。本文介绍了一种新型的8轴电火花加工机床。PCD刀具的表面质量优于线切割。线切割加工PCD刀具时,PCD在钎焊后会失去部分导电性,而用dia仿形机加工的PCD可以保持其导电性,这对优化PCD刀具表面质量具有重要意义。直径仿形机床是利用小半径的石墨砂轮(或铜轮)对给定的刀具型面进行电化学腐蚀加工。砂轮的工作原理与数控车床非常相似。它首先对PCD刀具的粗轮廓进行腐蚀处理,然后对砂轮进行精加工,然后进行精加工。重复此过程,直到PCD刀具达到所需的表面光洁度。
采用多功能机床高效加工pcd刀具
上一篇:采用伺服放大模块的调
下一篇:采光不好的客厅应如何
“如果发现本网站发布的资讯影响到您的版权,可以联系本站!同时欢迎来本站投稿!
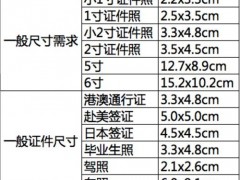 2寸证件照尺寸 二寸
2寸证件照尺寸 二寸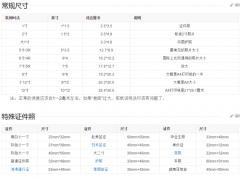 一寸照片的尺寸是多
一寸照片的尺寸是多 非典为什么突然消失
非典为什么突然消失