1、加工阶段划分:
(1)粗加工阶段
毛坯处理:备料、锻造、热处理(正火),工序1-3;
粗加工:工序4-6;
目的:切断大部分剩余,接近最终尺寸,只留少量余量,并及时发现缺陷。
(2)半精加工阶段
半精加工前的热处理:工序7;
半精加工:工序8-13。
目的:为修整工作做准备,次表面符合图纸要求。
(3)精加工阶段
精加工前热处理:工序14;
精加工前各种加工:工序15-20;
精加工:工序21-23。
用途:每个表面均按图纸要求加工。
车床主轴加工工艺过程分析
上一篇:车辆轴承的使用和维护
下一篇:潮流风尚精心选择自然
“如果发现本网站发布的资讯影响到您的版权,可以联系本站!同时欢迎来本站投稿!
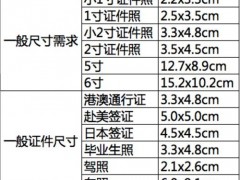 2寸证件照尺寸 二寸
2寸证件照尺寸 二寸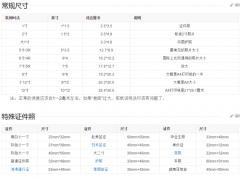 一寸照片的尺寸是多
一寸照片的尺寸是多 非典为什么突然消失
非典为什么突然消失