齿轮、螺纹、花键制造技术有以下新进展:
花键冷轧工艺:
emstgrob采用C6、C9系列冷轧齿轮和m≤3.5花键轴,可滚制斜齿轮。换程序时间为0.5min,更换辊头的时间为3min,更换夹具的时间为2min-10min
,由于调整时间短,即使小批量生产20-30件也非常经济。改进后的C6、C9数控和krm12/14nc具有较高的生产效率、精度和可调整性。可用于自动变速器离合器壳体从棒材到内外齿滚动的全过程。用1.5min/根轧制该部分Φ320。用zs-10轧机可在25秒内将薄壁管轧制成高精度的转向器齿条。
齿轮螺纹花键制造技术最新发展
上一篇:齿轮企业如何进行技术
下一篇:齿轮常用材料
“如果发现本网站发布的资讯影响到您的版权,可以联系本站!同时欢迎来本站投稿!
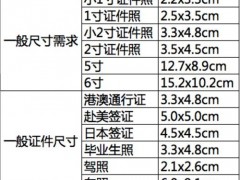 2寸证件照尺寸 二寸
2寸证件照尺寸 二寸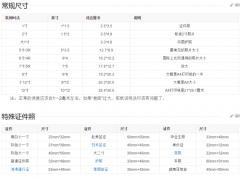 一寸照片的尺寸是多
一寸照片的尺寸是多 非典为什么突然消失
非典为什么突然消失