摘要:分析了风机运行中轴承振动,轴承温度高,动叶卡涩,保护装置误动作等故障的几种原因,提出了被实际证明行之有效的处理方法.
风机是一种将原动机的机械能转换为输送气体,给予气体能量的机械,它是火电厂中不可少的机械设备,主要有送风机,引风机,一次风机,密封风机和排粉机等,消耗电能约占发电厂发电量的1.5%~3.0%.在火电厂的实际运行中,风机,特别是引风机由于运行条件较恶劣,故障率较高,据有关统计资料,引风机平均每年发生故障为2次,送风机平均每年发生故障为0.4次,从而导致机组非计划停运或减负荷运行.因此,迅速判断风机运行中故障产生的原因,采取得力措施解决是发电厂连续安全运行的保障.虽然风机的故障类型繁多,原因也很复杂,但根据调查电厂实际运行中风机故障较多的是:轴承振动,轴承温度高,动叶卡涩,保护装置误动.
1风机轴承振动超标
风机轴承振动是运行中常见的故障,风机的振动会引起轴承和叶片损坏,螺栓松动,机壳和风道损坏等故障,严重危及风机的安全运行.风机轴承振动超标的原因较多,如能针对不同的现象分析原因采取恰当的处理办法,往往能起到事半功倍的效果.
1.1 不停炉处理叶片非工作面积灰引起风机振动
这类缺陷常见于锅炉引风机,现象主要表现为风机在运行中振动突然上升.这是因为当气体进入叶轮时,与旋转的叶片工作面存在一定的角度,根据流体力学原理,气体在叶片的非工作面一定有旋涡产生,于是气体中的灰粒由于旋涡作用会慢慢地沉积在非工作面上.机翼型的叶片最易积灰.当积灰达到一定的重量时由于叶轮旋转离心力的作用将一部分大块的积灰甩出叶轮.由于各叶片上的积灰不可能完全均匀一致,聚集或可甩走的灰块时间不一定同步,结果因为叶片的积灰不均匀导致叶轮质量分布不平衡,从而使风机振动增大.
在这种情况下,通常只需把叶片上的积灰铲除,叶轮又将重新达到平衡,从而减少风机的振动.在实际工作中,通常的处理方法是临时停炉后打开风机机壳的人孔门,检修人员进入机壳内清除叶轮上的积灰.这样不仅环境恶劣,存在不安全因素,而且造成机组的非计划停运,检修时间长,劳动强度大.经过研究,提出了一个经实际证明行之有效的处理方法.如图1所示,在机壳喉舌处(a点,径向对着叶轮)加装一排喷嘴(4~5个),将喷嘴调成不同角度.喷嘴与冲灰水泵相连,将冲灰水作为冲洗积灰的动力介质,降低负荷后停单侧风机,在停风机的瞬间迅速打开阀门,利用叶轮的惯性作用喷洗叶片上的非工作面,打开在机壳底部加装的阀门将冲灰水排走.这样就实现了不停炉而处理风机振动的目的.用冲灰水作清灰的介质,和用蒸汽和压缩空气相比,具有对喷嘴结构要求低,清灰范围大,效果好,对叶片磨损小等优点.
1.2 不停炉处理叶片磨损引起的振动
磨损是风机中最常见的现象,风机在运行中振动缓慢上升,一般是由于叶片磨损,平衡破坏后造成的.此时处理风机振动的问题一般是在停炉后做动平衡.根据风机的特点,经过多次实践,总结了以下可在不停炉的情况下对风机进行动平衡试验工作.
1)在机壳喉舌径向对着叶轮处(如图1)加装一个手孔门,因为此处离叶轮外圆边缘距离最近,只有200 mm多,人站在风机外面,用手可以进行内部操 作.风机正常运行的情况下手孔门关闭.
2)振动发生后将风机停下(单侧停风机),将手孔门打开,在机壳外对叶轮进行试加重量.
3)找完平衡后,计算应加的重量和位置,对叶轮进行焊接工作.
在实际工作中,用三点法找动平衡较为简单方便.试加重量的计算公式为
p风机振动0.10 mm时不平衡重量为2 000 g;m5-29-11-18d的排粉机振动0.10 mm时不平衡重量120 g;轴流asn2125/1250型引风机振动为0.10 mm时不平衡重量只有80 g左右.为了达到不停炉处理叶片磨损引起的振动问题的目的,平时须加强对风门挡板的维护,减少风门挡板的漏风,在单侧风机停运时能防止热风从停运的送风机处漏出以维持良好的工作环境.
风机运行中常见故障原因和解决方法
上一篇:无动力屋顶风机流量计
下一篇:第十九届中国国际五金
“如果发现本网站发布的资讯影响到您的版权,可以联系本站!同时欢迎来本站投稿!
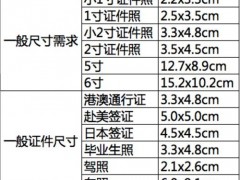 2寸证件照尺寸 二寸
2寸证件照尺寸 二寸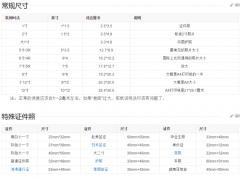 一寸照片的尺寸是多
一寸照片的尺寸是多 非典为什么突然消失
非典为什么突然消失