、塑料管道系统连接技术的品质直接关系到塑料管网系统的运行效果和使用寿命。根据焊接方法的不同,塑料管的连接一般分为热熔连接和电熔连接两种。塑料管焊接的一般原理是塑料可以在190~240℃范围内熔化(不同原料的熔化温度一般不同)。此时,如果管道(或管件)的两个熔化部分充分接触并保持适当的压力(电熔焊的压力来自于焊接过程中塑料本身的热膨胀),则在对地冷却后即可牢固。由于塑料材料之间的主体熔合,接头的强度与管道本身的强度相同。另外,与金属管的连接还需要钢塑过渡接头或法兰连接。介绍了热熔连接和电熔连接的优缺点:电熔接1.需要专用电熔焊机。2.适用于所有尺寸的管道。3.可用于不同品牌、不同材质的管道连接,也可用于管道与管件之间的连接。4.不易受环境和人为因素的影响。5.设备投资低,维护成本低。6.连接操作简单易掌握。热熔连接1.需要专用热熔焊机。2.一般适用于公称直径大于63mm的管道。3.适用于同一牌号、同材质的管材、管材与管件之间的连接。性能相似,不同品牌、不同材质的管道连接、管道与管件之间的连接需要进行试验验证。4.易受环境和人为因素影响。5.设备投资高6.连接成本低。7.操作人员需要特殊培训和经验。连接塑料管时应注意以下几点:(1)在连接管道、管道、管件和辅助设备之前,应按设计要求检查阀门和仪表,并在施工现场进行外观检查,只有符合要求才能使用。(2) 每次连接完成后,应进行外观质量检查,不合格的部分必须切割返工。(3) 操作人员应经过上岗培训。(4) 每次作业结束时,管口应临时封堵。(5) 在寒冷气候(-5℃)和多风环境中连接时,应调整防护措施或施工工艺。1热熔对接
热熔对接焊机是将管端加热使其熔化,快速配合,保持一定压力,冷却后达到焊接目的。各种尺寸的PE管可采用热熔对焊连接(公称直径小于63mm的管道建议采用电熔连接)。该方法经济可靠,在受拉和受压时,其界面强度比管道本身高。管道热熔连接温度为210±;10℃。具体步骤如下:(1)将要连接的管子放在焊接夹具上夹紧。(2) 清理待连接管端,打磨结合面。(3) 将两对接件调直,使错位量不超过壁厚的10%。(4) 放入加热板加热。加热后,取出加热板。(5) 快速连接两个受热面,升压至焊接压力,保持冷却压力。2电熔承插连接
电熔承插连接使嵌入电熔管件内表面的电加热丝通电加热,使管件的内表面和管子(或管件)的外表面分别熔化,冷却至所需时间后达到焊接目的。电熔插座连接具有连接方便、快速、接头质量好、外界干扰小等特点。小直径电熔接在小直径电熔接中的应用更为经济。具体步骤如下:(1)清除管接头表面的污垢,标记插入深度,并刮去其表皮。(2) 管道固定在支架上,电熔管件套在管道上。(3) 拉直接头,确保其位于同一轴上。(4) 通电焊接。(5) 冷静下来。
连接时,通电加热时的电压和加热时间的选择应符合电熔接设备和管件制造商的规定。电熔连接冷却期间,不得移动连接器或对连接器施加任何外力。三。PE管与钢管、阀门连接时采用钢塑过渡接头和钢塑法兰连接。小口径塑料管(DN≤63)一般采用整体钢塑过渡接头;大口径塑料管(DN>;63)一般采用钢塑法兰连接。以下简要介绍钢塑法兰连接:(1)钢塑法兰连接。① PE管端部按热熔、电熔连接方式与相应的塑料法兰连接。(2) 钢管端部与金属法兰的连接应符合钢管焊接、法兰连接和机械连接的相应规定。③ 连接金属法兰和塑料法兰环。活套法兰应进行防腐处理,以提高其使用寿命。(2) 钢塑过渡接头(1)钢塑过渡接头的PE管端与PE管按热熔、电熔连接方式连接。② 钢塑过渡接头钢管端部与金属管的连接应符合钢管焊接、法兰连接和机械连接的相应规定。③ 钢塑过渡接头钢管端头与钢管焊接时,应采取冷却措施。
塑料管道系统连接技术
上一篇:pvc地板知识
下一篇:原装正品乐泰498瞬干
“如果发现本网站发布的资讯影响到您的版权,可以联系本站!同时欢迎来本站投稿!
本周热门资讯排行
最新资讯
-
Array
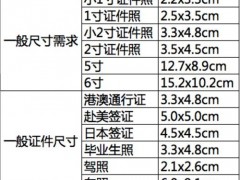 2寸证件照尺寸 二寸
2寸证件照尺寸 二寸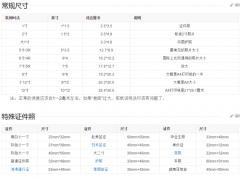 一寸照片的尺寸是多
一寸照片的尺寸是多 非典为什么突然消失
非典为什么突然消失