木的涂装工艺,在实施操作时,实际上包含两个主要部分,即砂光和涂饰。本文主要介绍砂光、精整的设备配置、理论依据和相关要求,以及实际操作中的步骤和方法,以便于新员工更好地学习、更快地提高,掌握基本知识和操作要点。
打磨(打磨)
俗话说:“十分钟油漆,三分沙子”是绘画中可见砂光的重要性。以下是一些砂光的具体说明:
(I)砂光功能
一般来说,砂光在涂层操作中具有以下功能:
1、毛坯处理工艺:
①去毛刺,油渍和其他表面上的空白表面污染物提供了一个干净,活跃的涂层表面。
②降低工件表面的粗糙度,去除机械加工或手工加工时在表面留下的各种加工痕迹,获得光滑光滑的涂层表面。
2、在底漆砂光过程中:
①提高涂层表面的光滑度,减少油漆消耗。
②提高涂层表面的粗糙度,增强涂料的附着力。
3、面层砂光过程中:
①清除涂层表面的灰尘颗粒。
②提高涂层表面的粗糙度,增强涂料的附着力。
4、在抛光过程中:
对于被抛光的工件,砂光也有利于抛光工作的顺利进行。
(2)砂光方法及其优缺点
砂光方法有两种
1、。手动砂光包括干砂、湿砂和手动机械砂光。
①干砂:一般适用于干燥、坚硬、易碎的涂层表面。运行过程中会产生大量粉尘,影响环境卫生。手工砂光的优点是任何零件都可以施工,缺点是效率低。
②湿砂:一般只用于手砂。用砂纸打磨。湿砂可以减少砂痕,提高涂料的平整度,节省砂纸和劳力,且无粉尘扩散,不会造成环境污染。但水砂工件必须等到水磨层完全干透,否则会造成漆膜发白或脱层。另外,吸湿性强的木材不宜湿砂。水磨一般适用于对粘性砂纸涂层或需要抛光的工件进行打磨。
3)人工机械砂光:采用电动或气动砂轮机大面积施工,有利于提高工作效率。
(3)如何折叠和使用砂纸
1、一般来说,一整块砂纸被切成四六块。每一张砂纸成对折叠,砂面朝外,用无名指和小指夹住砂纸一端的一角,用拇指和食指夹住另一端对应的角度,中间三根手指压在纸上的沙子上,在物体表面来回摩擦,或用砂纸包裹适当尺寸的垫块在工件上来回摩擦。对于纹理清晰的工件,摩擦方向必须与纹理方向一致,以免出现水平砂痕。台面边缘打磨是用拇指将砂纸压在工件边缘,用拇指实现直线部分的打磨,用手掌包裹边缘部分,在边缘区域来回摩擦砂纸。根据砂光对象的随时变化,利用手指的空间和手指的伸缩,灵活地对凹凸和边缘进行打磨。
大面积使用手沙时,应以手掌推动砂纸,砂纸下面可垫海绵块、软木块等硬物。用手指捏紧砂纸的两端,在物体上来回摩擦。注意垫块必须平整。砂光时,垫块和砂纸应压紧,避免砂光不均匀或砂光。
2、机械砂光,如为盘砂,应按盘砂规格切割。如果是电振砂,一般情况下,根据砂光机底盘的大小,一整块砂纸可以长切两三块。装砂纸时,可以在新砂纸下面垫一张旧砂纸。砂纸的两端必须用压力阀夹紧,中间不能有松动。
手动机械砂光时,用力不宜过大,否则会影响机器的转速,长时间后容易损坏抛光机。但部队必须是统一的。用一个毛刷和半个刷子来回打磨光滑,以避免打磨不均匀或漏砂。
(4)各零件打磨要求表
实际上,打磨步骤和具体方法应根据工件的工艺要求、工艺条件和刀具配置分别处理。
按一般操作流程,砂光主要包括毛坯砂光、腻子砂光、密封砂光、底漆砂光、面漆砂光、修补砂光。
短,太长不利于施工,太短可能会损伤手指的皮和肉;一般用医用胶带包裹拇指,以减少打磨对手指的伤害。
2、砂纸的选择和使用:对于不同的工序和对象,应选择合适的砂纸类型进行施工,不得出现漏砂现象。否则,不会造成砂纸的浪费,影响工作效率,或造成砂纸过多,留下后遗症。
3、坚持砂光的原则:要求光滑光滑。手砂和机械砂都不会导致不完全研磨或漏砂。对于需要局部处理的针孔和零件,不要用力点砂,应尽量压平,以免流挂;任何部位的打磨必须随时沿木纹方向进行,不得造成水平砂痕;大面积人工打磨时,砂纸应用手掌,平整光滑。
常见木器漆涂装工艺之砂光(打磨)
上一篇:涂料大讲堂:比较流行
下一篇:环氧地坪涂料工程涂装
“如果发现本网站发布的资讯影响到您的版权,可以联系本站!同时欢迎来本站投稿!
本周热门资讯排行
最新资讯
-
Array
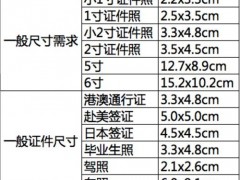 2寸证件照尺寸 二寸
2寸证件照尺寸 二寸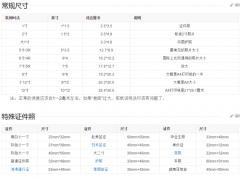 一寸照片的尺寸是多
一寸照片的尺寸是多 非典为什么突然消失
非典为什么突然消失